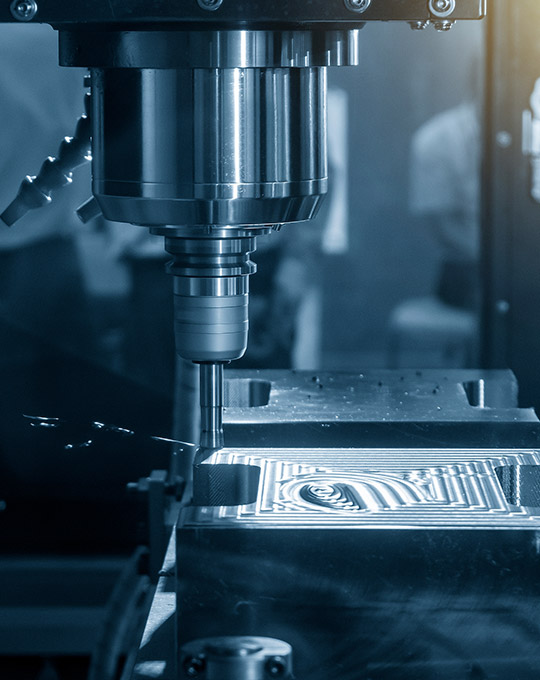
Konark’s machining capabilities include CNC and EDM machining. Through a consultation with a product development engineer, the silicone part and resulting mold complexity will be used to identify the most suitable process for machining.
Based on factors such as project budget, timeline and confidence of the part designer, we will also recommend appropriate mold materials.
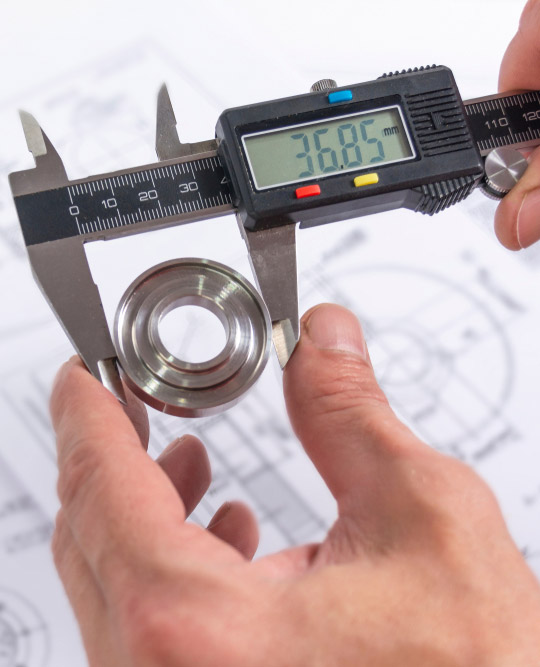
While it is standard practice to use aluminum for prototyping and steel for production tooling, we also take into consideration how quickly you would like to transition from silicone prototyping stage to production. It is possible to build a production grade, ‘steel safe’ tool where the critical dimensions are adjustable after molding samples and testing for your application.